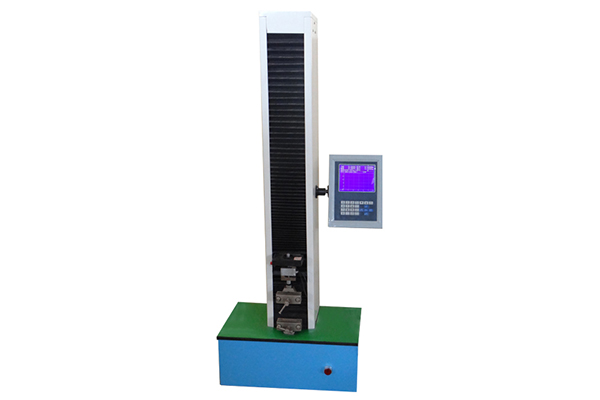
使用萬(wàn)能材料拉力試驗(yàn)機(jī)所測(cè)驗(yàn)的最常見的項(xiàng)目是拉伸強(qiáng)度和拉伸模量�����、曲折強(qiáng)度和模量��。依照ASTM D 638和ISO 527進(jìn)行拉伸實(shí)驗(yàn)時(shí)�����,樣條的兩端都有夾具夾緊�,一個(gè)夾具是中止的,定制液壓萬(wàn)能試驗(yàn)機(jī)另一個(gè)固定在十字頭上�,違背固定夾具移動(dòng),牽引樣條直至樣條呈現(xiàn)開裂�����,液壓萬(wàn)能試驗(yàn)機(jī)廠家開裂時(shí)十字頭會(huì)主動(dòng)中止��。曲折實(shí)驗(yàn)時(shí)(ASTM D790 ��、D6272以及ISO178)���,樣條被放在實(shí)驗(yàn)機(jī)固定機(jī)床的兩個(gè)支座上。這個(gè)實(shí)驗(yàn)中�,十字頭移動(dòng)的方向與拉伸實(shí)驗(yàn)中移動(dòng)方向相反,向一個(gè)沒(méi)有支撐的中心推進(jìn)而不是牽引樣條,直至樣條曲折甚至開裂�����。由于大都熱塑性塑料資料不會(huì)在這個(gè)實(shí)驗(yàn)中開裂�,所以不可能核算開裂曲折強(qiáng)度。因此�����,規(guī)范的實(shí)驗(yàn)辦法需求核算應(yīng)變?yōu)?%時(shí)的曲折應(yīng)力�����。

電子拉力機(jī)夾具的正確使用方式應(yīng)該是:在試件的夾持長(zhǎng)度與夾具齒面長(zhǎng)度相同時(shí)�,先借助外力推動(dòng)鉗口,使其在夾持面上產(chǎn)生初始摩擦力�����,再通過(guò)電子拉力機(jī)橫梁的移動(dòng)對(duì)試樣加載�����,摩擦力拉動(dòng)鉗口(楔形口)時(shí)由于斜面的作用����,軸向拉力越大����,產(chǎn)生的夾持力也越大��,定制液壓萬(wàn)能試驗(yàn)機(jī)試驗(yàn)機(jī)夾具體上有兩個(gè)斜面的楔形口正是依據(jù)上述夾持方式����,按照接受均勻壓應(yīng)力設(shè)計(jì)的。液壓萬(wàn)能試驗(yàn)機(jī)廠家但是����,有些操作人員并沒(méi)有按照電子拉力機(jī)的使用要求進(jìn)行操作,試樣夾持長(zhǎng)度較短�����,或者是試樣加工的就太短����,造成楔形口斜面受力不均����,楔形口局部應(yīng)力遠(yuǎn)遠(yuǎn)超過(guò)材料的屈服強(qiáng)度,從而使楔形口產(chǎn)生塑性變形、嚴(yán)重外翻��,使楔形口斜面塌陷或磨損�����。夾具在這種情況下繼續(xù)使用����,減小了楔形口的角度,使夾具本體受力狀態(tài)惡化而出現(xiàn)打滑現(xiàn)象�����。
對(duì)一般的金屬及非金屬試樣,夾具的鉗口直接與試樣接觸����,定制液壓萬(wàn)能試驗(yàn)機(jī)一般都選用優(yōu)質(zhì)合金結(jié)構(gòu)鋼,合金高碳鋼����、冷作模具鋼等,通過(guò)適當(dāng)?shù)臒崽幚砉に囋黾悠鋸?qiáng)度��、耐磨性.有時(shí)也在鉗口處鑲裝特種鋼材,或在鉗口表面噴涂金鋼砂等�。對(duì)一些小試驗(yàn)力的夾具��,與試樣接觸的表面采用粘軟質(zhì)膠皮等����。液壓萬(wàn)能試驗(yàn)機(jī)廠家夾具體一般采用優(yōu)質(zhì)中碳鋼��、合金結(jié)構(gòu)鋼����,通過(guò)適當(dāng)?shù)臒崽幚砉に囋黾悠淞W(xué)性能。有時(shí)為了減輕重量也采用鋁合金等有色金屬及特種金屬�。有時(shí)也采用鑄造結(jié)構(gòu)。
出現(xiàn)速率不穩(wěn)定的原因就是壓力不穩(wěn)定造成的�。定制液壓萬(wàn)能試驗(yàn)機(jī)而壓力的來(lái)源主要來(lái)自于液壓油的流量,流量的大小直接影響材料試驗(yàn)機(jī)的速率����,液壓萬(wàn)能試驗(yàn)機(jī)廠家影響液壓油流量大小的原因主要是由電磁閥決定的,液壓萬(wàn)能試驗(yàn)機(jī)伺服閥被卡住就會(huì)造成流量忽大忽小�����,導(dǎo)致速率不穩(wěn)���。究其原因有可能是液壓油長(zhǎng)期不更換或者液壓油不干凈造成����。
電子拉力試驗(yàn)機(jī)夾具的正確使用方式應(yīng)該是�,在試件的夾持長(zhǎng)度與夾具齒面長(zhǎng)度相同時(shí),先借助外力推動(dòng)鉗口���,使其在夾持面上產(chǎn)生初始摩擦力����,再通過(guò)試驗(yàn)機(jī)橫梁的移動(dòng)對(duì)試樣加載�,摩擦力拉動(dòng)鉗口(楔形口)時(shí)由于斜面的作用,軸向拉力越大��,產(chǎn)生的夾持力也越大���,液壓萬(wàn)能試驗(yàn)機(jī)廠家試驗(yàn)機(jī)夾具體上有兩個(gè)斜面的楔形口正是依據(jù)上述夾持方式���,按照接受均勻壓應(yīng)力設(shè)計(jì)的。但是����,有些操作人員并沒(méi)有按照試驗(yàn)機(jī)的使用要求進(jìn)行操作,試樣夾持長(zhǎng)度較短�,或者是試樣加工的就太短��,造成楔形口斜面受力不均楔形口局部應(yīng)力遠(yuǎn)遠(yuǎn)超過(guò)材料的屈服強(qiáng)度�����,定制液壓萬(wàn)能試驗(yàn)機(jī)從而使楔形口產(chǎn)生塑性變形���、嚴(yán)重外翻,使楔形口斜面塌陷或磨損��。夾具在這種情況下繼續(xù)使用���,減小了楔形口的角度����,使夾具本體受力狀態(tài)惡化而出現(xiàn)打滑現(xiàn)象���。

機(jī)")





機(jī)")
機(jī)")
